








TD Series-1 CNC հորատման մեքենա գլխավոր խողովակի համար




| Ապրանք | Անուն | պարամետր | ||
| TD0308 | TD0309 | TD0608 | ||
| Կցորդային խողովակի չափսերի և մշակման ճշգրտության հաշվարկը։ | Վերնագրի նյութ | SA106-C,12Cr1MoVG,Էջ 91,Էջ 92 (Առավելագույն կարծրություն միացման եռակցման ժամանակ՝ 350HB | CS - SA 106 Gr. B(Միացման եռակցման կետում առավելագույն կարծրությունը 350HB է) | |
| Գլխիկի արտաքին տրամագծի միջակայքը | φ60-φ350 մմ | φ100-φ600 մմ | ||
| Վերնագրի երկարության միջակայքը | 3-8.5 մ | 3-7.5 մ | ||
| Վերնագրի հաստության միջակայքը | 3-10 մմ | 15-50 մմ | ||
| Հորատման տրամագիծը (միանգամյա ձևավորում) | φ10-φ64 մմ | ≤φ50 մմ | ||
| Բույնի մշակման տրամագիծը (միանգամյա ձևավորում) | φ65-φ150 մմ | |||
| Արտաքին անցքի եզրից մինչև ծայրը ուղիղ հատված l | ≥100 մմ | |||
| CNC բաժանարար գլխիկ | Քանակ | 2 | 1 | |
| Պտտման արագություն | 0-4 պտ/րոպե (CNC) | |||
| Ուղղահայաց գծիկ | ±100 մմ | ±150 մմ | ||
| Հորիզոնականկաթված | 500 մմ | |||
| Ուղղահայաց սնուցման արագության ռեժիմ | Ինչինգ | |||
| Հորիզոնական կերակրման արագության ռեժիմ | Ինչինգ | |||
| Հորատման գլուխը և դրա ուղղահայաց խցիկը | Հորատման լիսեռի կոնաձև անցք | BT50 | ||
| Առանցքի պտույտների քանակը (RPM) | 30~3000 պտ/րոպե(Անխափան կարգավորվող) | |||
| Հորատման գլխիկի Z-հարվածը | Մոտ 400 մմ | Մոտ 500 մմ | ||
| Հորատման գլխիկի հարվածը Y ուղղությամբ | Մոտ 400 մմ | |||
| Հորատման գլխիկի առավելագույն շարժման արագությունը Z ուղղությամբ | 5000 մմ/րոպե | |||
| Հորատման գլխիկի Y ուղղությամբ շարժման առավելագույն արագությունը | 8000 մմ/րոպե | |||
| Վարորդական ռեժիմ | Սերվոշարժիչ + գնդիկավոր պտուտակ | |||
| Գանտրի | Գանտրիի վարման ռեժիմ | Սերվոշարժիչ + դարակ և պինիոն | ||
| X-առանցքի առավելագույն շարժը | 9m | |||
| X-առանցքի առավելագույն շարժման արագությունը | 8000 մմ/րոպե | 10000 մմ/րոպե | ||
| այլ | CNC համակարգերի քանակը | 1 հավաքածու | ||
| NC առանցքների քանակը | 4 | |||
| Փորձարկման կազմակերպություն | 1 հավաքածու | |||
| Օժանդակ սեղմող սարք | 1 հավաքածու | |||
| Աջակցող սարք | 1 հավաքածու | |||
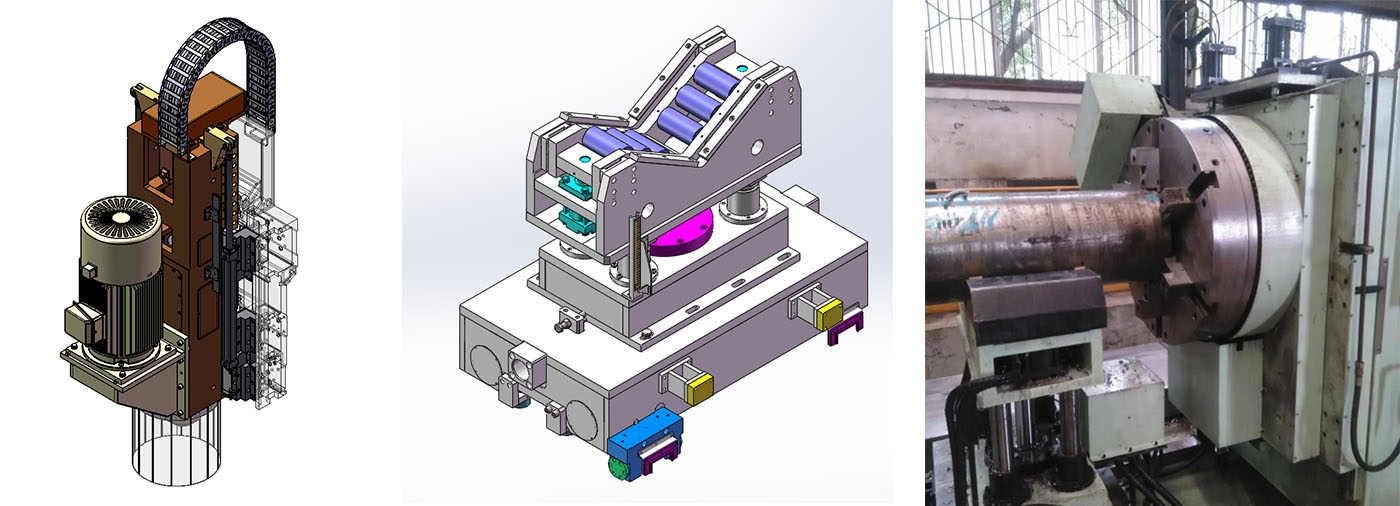
Մեքենան բաղկացած է հիմքից, դարպասից, հորատման գլխիկից, CNC բաժանարար գլխիկից, օժանդակ սեղմող սարքից, հենարանային սարքից, գործիքային պահեստից, չիպերի արտանետման և սառեցման համակարգից, ավտոմատ յուղման և հիդրավլիկ համակարգից, պնևմատիկ համակարգից և էլեկտրական համակարգից։
ա. Հորատման գլխիկ և ուղղահայաց խցիկ
Հորատման գլխիկը շարժվում է փոփոխական հաճախականության շարժիչով՝ ժապավենի միջոցով: Ուղղահայաց խցիկը շարժվում է գծային գլանաձև ուղեցույցով, ուղղահայաց սնուցումը շարժվում է AC սերվոշարժիչով՝ գնդիկավոր պտուտակների զույգը շարժելու համար, և ապահովվում է արագ առաջ/առաջ շարժում/կանգառ/հետաձգում:


բ. CNC բաժանարար գլխիկ
CNC բաժանարար գլխիկը տեղադրված է մեքենայի հիմքի մի ծայրում, որը կարող է շարժվել առաջ և հետ՝ գլխիկի բեռնումն ու բեռնաթափումը հեշտացնելու համար: Ինդեքսավորող գլխիկը հագեցած է հարմարեցված հիդրավլիկ մեխակով, որն օգտագործում է ճշգրիտ պտտվող կրող՝ բարձր փոխանցման ճշգրտությամբ և մեծ պտտող մոմենտով:

գ. Չիպերի հեռացում և սառեցում
Հիմքի տակ գտնվող ջրահեռացման խողովակը հագեցած է հարթ շղթայական չիպսային փոխակրիչով, որը կարող է ավտոմատ կերպով լցվել աղբի տարայի մեջ ծայրում: Չիպսային փոխակրիչի սառեցնող հեղուկի բաքում տեղադրված է սառեցնող պոմպ, որը կարող է օգտագործվել գործիքի արտաքին սառեցման համար՝ ապահովելու համար հորատման աշխատանքը և հորատման գլխիկի ծառայության ժամկետը: Սառեցնող հեղուկը կարող է վերամշակվել:

դ. Քսայուղային համակարգ
Մեքենան օգտագործում է ավտոմատ և ձեռքով քսման համակարգերի համադրություն՝ մեքենայի բոլոր մասերը քսելու համար, ինչը խուսափում է ձանձրալի ձեռքով աշխատանքից և բարելավում է յուրաքանչյուր մասի ծառայության ժամկետը։
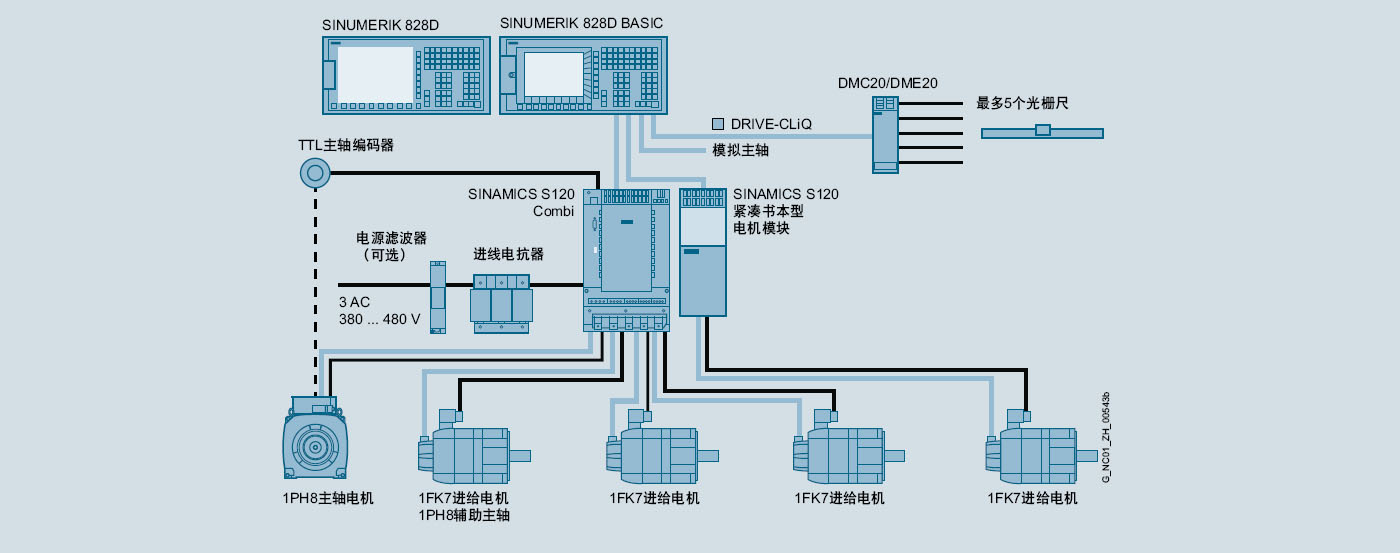
ե. Էլեկտրական կառավարման համակարգ
CNC համակարգը կիրառում է Siemens SINUMERIK 828d CNC համակարգը: SINUMERIK 828d-ն վահանակային CNC համակարգ է: Համակարգը ինտեգրում է CNC, PLC, շահագործման ինտերֆեյս և չափման կառավարման օղակ:
| NO. | Անուն | Բրենդ | Երկիր |
| 1 | Համակարգչային ծրագրավորման լեզու (CNC)համակարգ | Siemens 828D | Գերմանիա |
| 2 | Սնուցող սերվոշարժիչ | Սիմենս | Գերմանիա |
| 3 | Lականջի ուղեցույց ռելս | ՀԻՎԻՆ/ՊՄԻ | Թայվան, Չինաստան |
| 4 | X-առանցքի ճշգրիտ ռեդուկտոր | Ատլանտա | Գերմանիա |
| 5 | X-առանցքի դարակաշարի և պինիոնի զույգ | Ատլանտա | Գերմանիա |
| 6 | Ճշգրիտ լիսեռ | Քենթուրն/Սփինթեք | Թայվան, Չինաստան |
| 7 | Առանցքային շարժիչ | SFC | Չինաստան |
| 8 | Հիդրավլիկ փական | ԱՏՈՍ | Իտալիա |
| 9 | Նավթի պոմպ | Ջասթմարկ | Թայվան, Չինաստան |
| 10 | Քարշակման շղթա | CPS | Կորեա |
| 11 | Ավտոմատ յուղման համակարգ | ՀԵՐԳ | Ճապոնիա |
| 12 | Կոճակ, ցուցիչ լույս և այլ հիմնական էլեկտրական բաղադրիչներ | Շնայդեր | Ֆրանսիա |
| 13 | Գնդիկավոր պտուտակ | I+F/NEFF | Գերմանիա |
Նշում. Վերը նշվածը մեր ստանդարտ մատակարարն է: Այն կարող է փոխարինվել նույն որակի այլ ապրանքանիշի բաղադրիչներով, եթե վերը նշված մատակարարը չկարողանա մատակարարել բաղադրիչները որևէ հատուկ խնդրի դեպքում:



Ընկերության համառոտ նկարագրություն  Գործարանի տեղեկատվություն
Գործարանի տեղեկատվություն  Տարեկան արտադրական հզորություն
Տարեկան արտադրական հզորություն  Առևտրային կարողություն
Առևտրային կարողություն 
